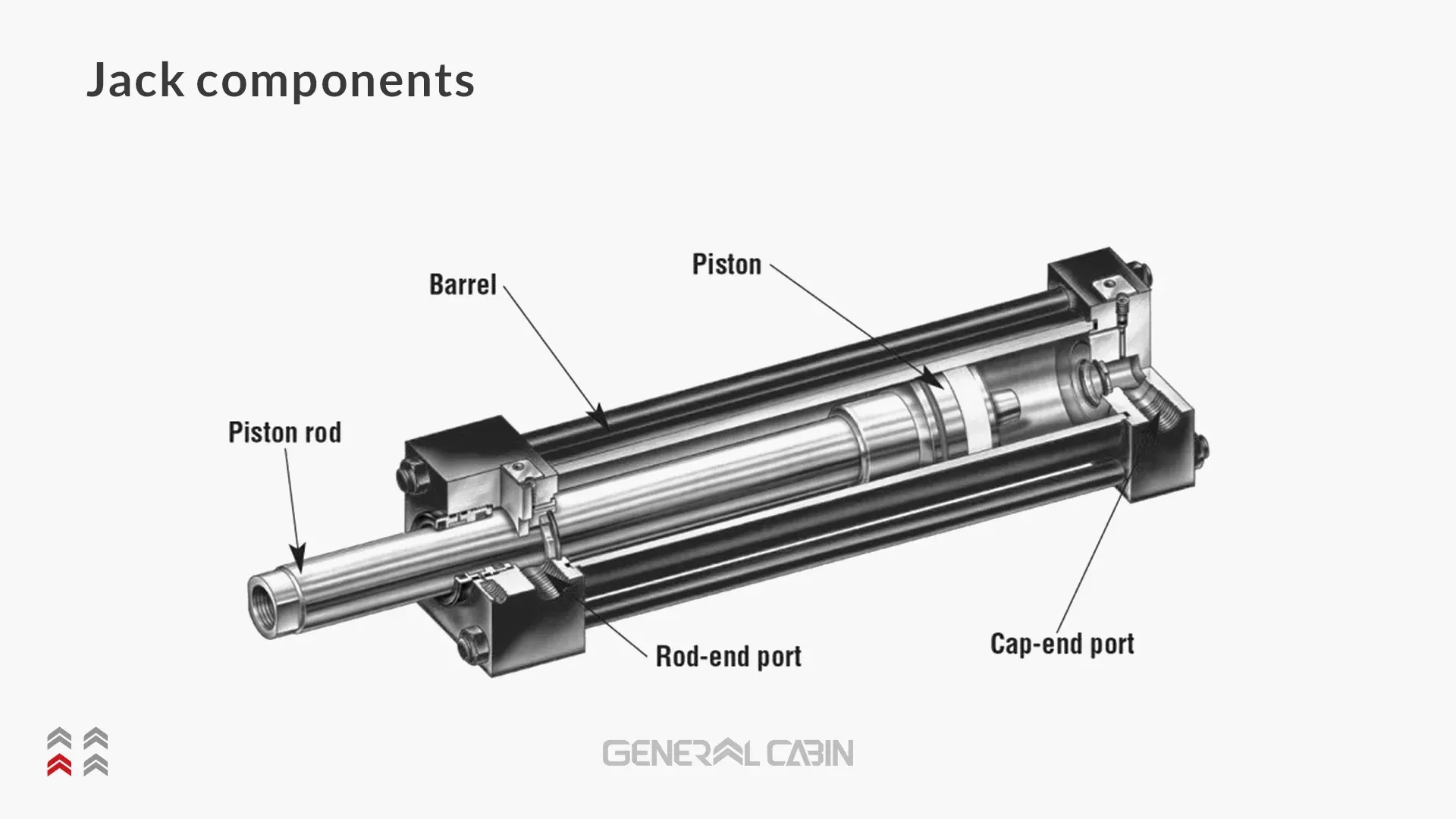
Cylinder: The cylinder is a cylindrical component forming the external part of the jack. Its inner surface must be very smooth and polished, and it needs to be highly resistant to the pressures applied and corrosion due to environmental moisture.
Piston: The piston is a cylindrical part inside the cylinder, with its end connected to the cabin. It moves under oil pressure, causing the cabin to move. The piston must be highly precise, polished, and sufficiently resistant to static and dynamic load pressures.
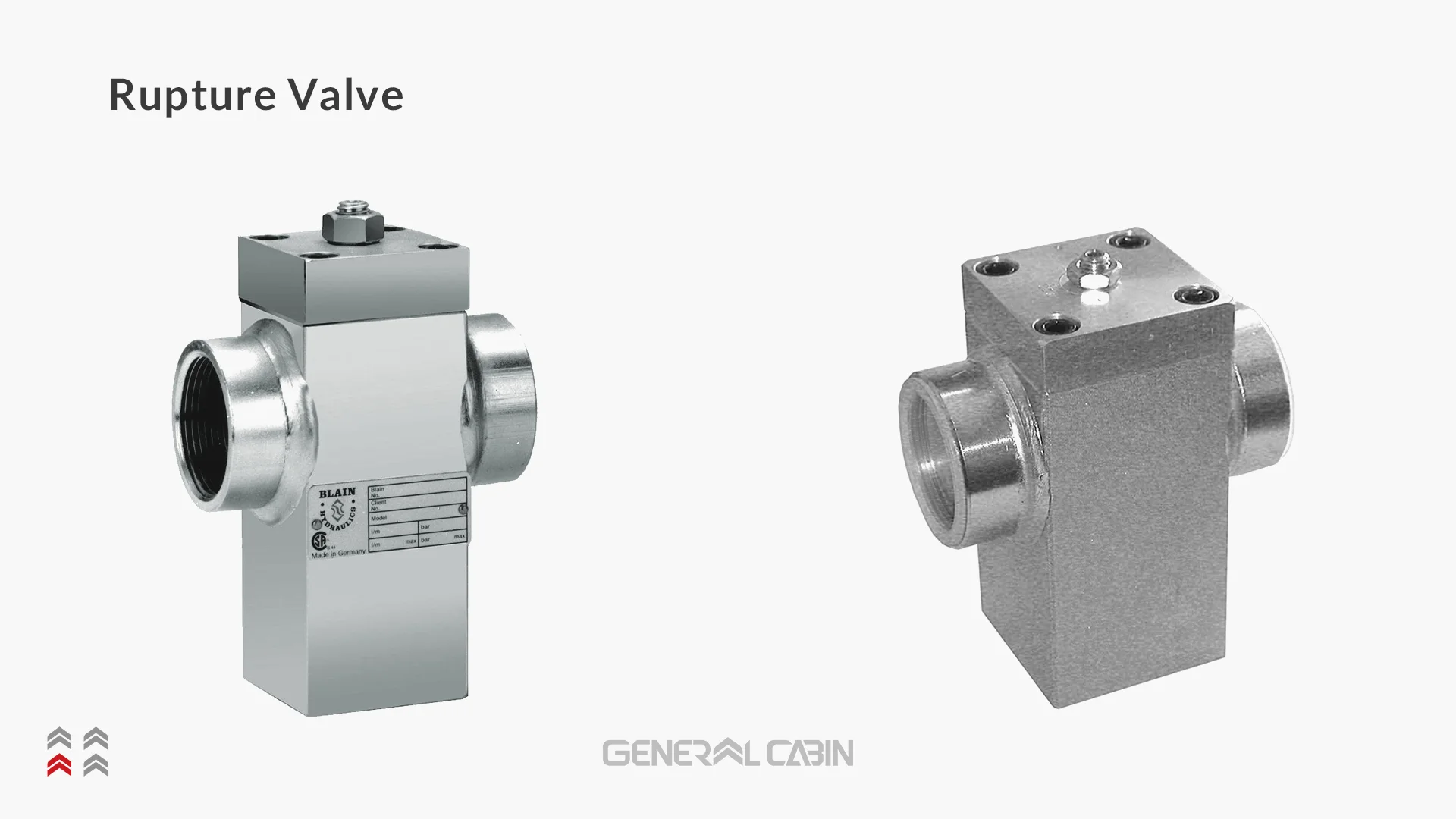
Rupture Valve: The rupture valve is the most sensitive and important part of a jack, assembled on the jack cylinder and as the connection between the hydraulic hose and the jack. Oil enters or exits the jack through this valve. Whether the jack is buried underground or installed above ground, the safety valve is mounted at the bottom or top of the jack. It controls the volume of oil passing through, and if the cabin speed exceeds the limit or the hydraulic hose breaks, it stops the oil flow, causing the cabin to stop. The safety valve activation ensures a gradual and shock-free stop of the elevator. The safety valve is tested and adjusted at the factory, but the installer makes the final adjustment based on the nominal speed plus 0.3 meters per second.
Types of Elevator Jacks Based on Structural Differences
Jacks are produced in single-stage and multi-stage types. Single-stage jacks have a simpler structure and are always cheaper than telescopic jacks. The maximum allowable static pressure for single-stage jacks is 45 bar, and for telescopic jacks, it is 40 bar. Telescopic jacks require less space beneath the cabin, making them logical to use in cases with limited pit space. Telescopic jacks are usually produced in two-stage (Stage 2) and three-stage (Stage 3) types. In some projects with long travel distances, due to transportation and installation constraints in the elevator shaft, single-stage jacks are produced in two pieces (2 Pieces) and assembled on-site.
Diversity in Jack Installation and Force Transmission to the Cabin
Force transmission to the cabin can be done in two ways: direct and indirect.
Direct: In the direct method, the piston is directly connected to the cabin, and the speed and movement of the jack are always equal to the cabin’s movement. This is the simplest and safest jack installation method, commonly used in freight elevators with high capacity and low-rise buildings. The limitation of this method is in buildings with long travel distances, a jack as long as the travel distance must be made and installed in the elevator shaft. This limitation leads to the use of the indirect method.
Direct connection of the jack to the cabin can be done in two ways:
– Central Direct Jack: The jack is directly connected to the bottom of the cabin, maximizing the use of the elevator shaft space for the cabin. However, the hydraulic jack needs to be buried in the ground.
– Side Direct Jack: The jack is directly connected to the bottom of the cabin’s yoke, which is referred to as side direct. This method uses some of the elevator pit space for the jack, leaving less room for the cabin, but requires less digging and burying of the jack.
Indirect: In this method, the piston moves a pulley, which, through several wire ropes (one end attached to the cabin and the other to the pit floor anchored under the jack), moves the cabin. The cabin’s speed and movement are doubled, making this method known as the 1:2 system. Indirect jack installation allows the use of a jack with half the travel length, leading to economic savings in many projects. To maintain safety standards, besides the rupture valve, a parachute system must be used. In the indirect method, the jack is always placed beside or behind the cabin. In some high-capacity projects with large cabins, both direct and indirect systems use two jacks to connect and move the cabins, referred to as the double method.